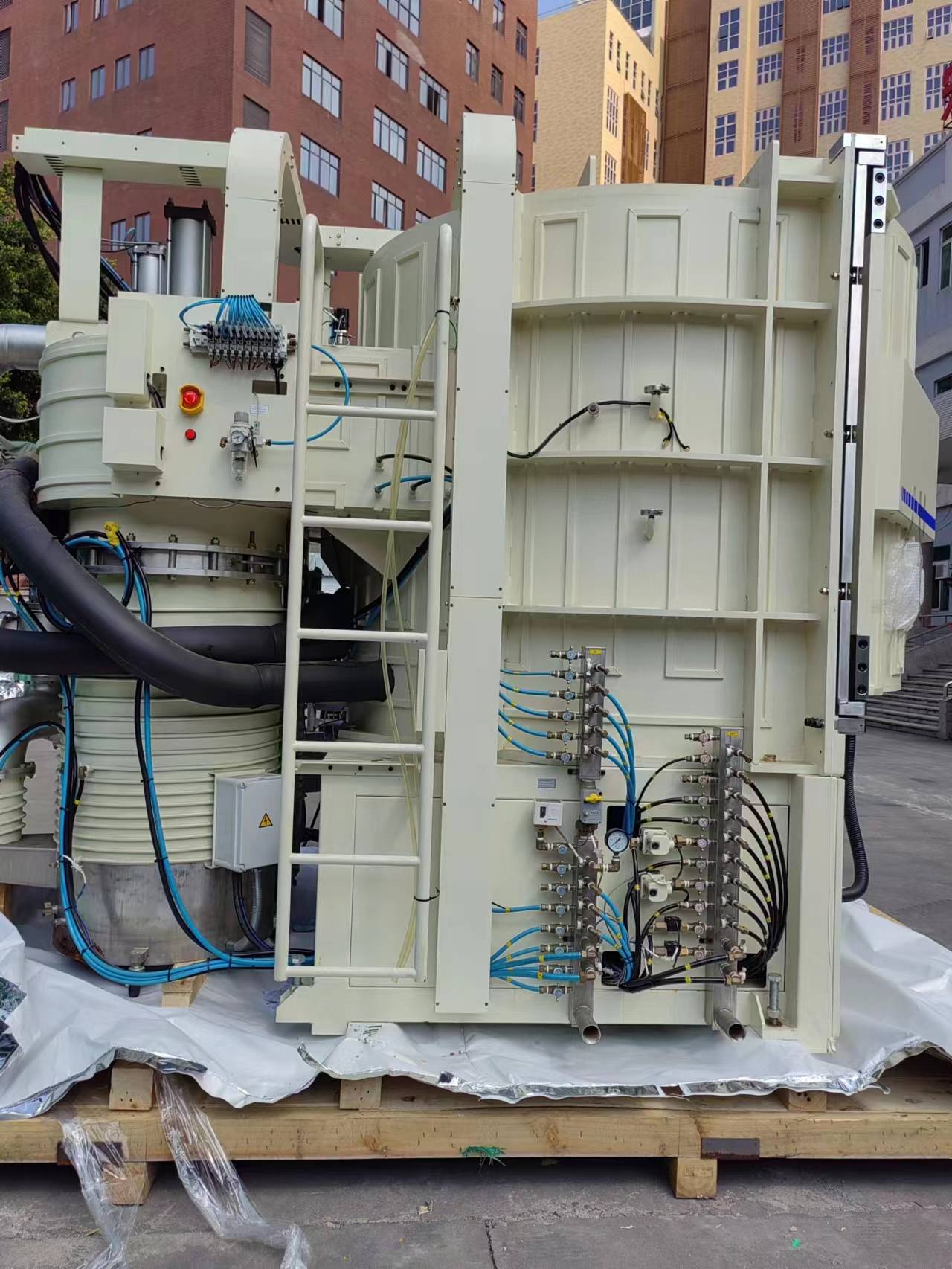
镀膜机
工厂出售日本光弛OTFC-1550/1800 韩一1600/2050 真空电镀膜机
真空镀膜机主要指一类需要在较高真空度下进行的镀膜,具体包括很多种类,包括真空离子蒸发,磁控溅射,MBE分子束外延,PLD激光溅射沉积等很多种。主要思路是分成蒸发和溅射两种。
需要镀膜的被称为基片,镀的材料被称为靶材。 基片与靶材同在真空腔中。
蒸发镀膜一般是加热靶材使表面组分以原子团或离子形式被蒸发出来。并且沉降在基片表面,通过成膜过程(散点-岛状结构-迷走结构-层状生长)形成薄膜。 对于溅射类镀膜,可以简单理解为利用电子或高能激光轰击靶材,并使表面组分以原子团或离子形式被溅射出来,并且最终沉积在基片表面,经历成膜过程,最终形成薄膜。
销售技术支持:杨经理 13723521401
使用步骤
电控柜操作
1. 开水泵、气源。
2. 开总电源。
3. 开维持泵、真空计电源,真空计档位置V1位置,等待其值小于10后,再进入下一步操作。约需5分钟。
4. 开机械泵、予抽,开涡轮分子泵电源、启动,真空计开关换到V2位置,抽到小于2为止,约需20分钟。
5. 观察涡轮分子泵读数到达250以后,关予抽,开前机和
高阀继续抽真空,抽真空到达一定程度后才能开右边的高真空表头,观察真空度。真空到达2×10-3以后才能开电子枪电源。
DEF-6B操作
1. 总电源。
2. 同时开电子枪控制Ⅰ和电子枪控制Ⅱ电源:按电子枪控制Ⅰ电源、延时开关,延时、电源及保护灯亮,三分钟后延时及保护灯灭,若后门未关好或水流继电器有故障,保护灯会常亮。
3. 开高压,高压会达到10KV以上,调节束流可到200mA左右,帘栅为20V/100mA,灯丝电流1.2A,偏转电流在1~1.7之间摆动。
关机顺序
1. 关高真空表头、关分子泵。
展开全文
2. 待分子泵显示到50时,依次关高阀、前级、机械泵,这期间约需40分钟。
3. 到50以下时,再关维持泵。
适用范围
1.建筑五金:卫浴五金(如水龙头).门锁.门拉手.卫浴、五金合叶、家具等。
2.制表业:可用于表壳.表带的镀膜、水晶制品。
3.其它小五金:皮革五金.不锈钢餐具.眼镜框、刀具、模具等.
4.大型工件:汽车轮毂、不锈钢板.招牌.雕塑等。
5、不锈钢管和板(各种类型表面)
6、家具、灯具、宾馆用具。
7、锁具、拉手、卫浴五金、高尔夫球头、不锈钢餐具、器皿等五金制品镀超硬装饰膜。
8、手表、表带、眼镜、首饰等装饰品镀超耐磨装饰(金银)纳米膜和纳米膜和纳米叠层膜。
化学成分
薄膜均匀性概念
1.厚度上的均匀性,也可以理解为粗糙度,在光学薄膜的尺度上看(也就是1/10波长作为单位,约为100A),真空镀膜的均匀性已经相当好,可以轻松将粗糙度控制在可见光波长的1/10范围内,也就是说对于薄膜的光学特性来说,真空镀膜没有任何障碍。 但是如果是指原子层尺度上的均匀度,也就是说要实现10A甚至1A的表面平整,具体控制因素下面会根据不同镀膜给出详细解释。
2.化学组分上的均匀性: 就是说在薄膜中,化合物的原子组分会由于尺度过小而很容易的产生不均匀特性,SiTiO3薄膜,如果镀膜过程不科学,那么实际表面的组分并不是SiTiO3,而可能是其他的比例,镀的膜并非是想要的膜的化学成分,这也是真空镀膜的技术含量所在。 具体因素也在下面给出。
3.晶格有序度的均匀性: 这决定了薄膜是单晶,多晶,非晶,是真空镀膜技术中的热点问题,具体见下。
主要分类
主要分类有两个大种类: 蒸发沉积镀膜和溅射沉积镀膜,具体则包括很多种类,包括真空离子蒸发,磁控溅射,MBE分子束外延,溶胶凝胶法等等 。
一、对于蒸发镀膜:
一般是加热靶材使表面组分以原子团或离子形式被蒸发出来。
厚度均匀性主要取决于:
1。基片材料与靶材的晶格匹配程度
2、基片表面温度
3. 蒸发功率,速率
4. 真空度
5. 镀膜时间,厚度大小。
组分均匀性:
蒸发镀膜组分均匀性不是很容易保证,具体可以调控的因素同上,但是由于原理所限,对于非单一组分镀膜,蒸发镀膜的组分均匀性不好。
晶向均匀性:
1。晶格匹配度
2。 基片温度
3。蒸发速率
溅射镀膜又分为很多种,总体看,与蒸发镀膜的不同点在于溅射速率将成为主要参数之一。
溅射镀膜中的激光溅射镀膜pld,组分均匀性容易保持,而原子尺度的厚度均匀性相对较差(因为是脉冲溅射),晶向(外沿)生长的控制也比较一般。
操作程序
真空镀膜机操作程序具体操作时请参照该设备说明书
和设备上仪表盘指针显示及各旋钮下的标注说明。
① 检查真空镀膜机各操作控制开关是否在"关"位置。
② 打开总电源开关,设备送电。
③ 低压阀拉出。开充气阀,听不到气流声后,启动升钟罩阀,钟罩升起。
④ 安装固定钨螺旋加热子。把PVDF薄膜和铝盖板固定在转动圆盘上。把铝丝穿放在螺旋加热子内。清理钟罩内各部位,保证无任何杂质污物。
⑤ 落下钟罩。
⑥ 启动抽真空机械泵。
⑦ 开复合真空计电源(复合真空计型号:Fzh-1A)。
a.左旋钮“1”顺时针旋转至指向2区段的加热位置。
b.低真空表“2”内指针顺时针移动,当指针移动至110mA时,左旋钮"1"旋转至指向2区段测量位置。
⑧ 当低真空表“2”内指针再次顺时针移动至6.7Pa时,低压阀推入。这时左旋钮“1”旋转至指向1区段测量位置。
⑨ 真空镀膜机开通冷却水,启动扩散泵,加热40min。
⑩ 低压阀拉出。重复一次⑦动作程序:左下旋钮“1”转至指向2区段测量位置。低真空表“2”内指针顺时针移动,当指针移动至6.7Pa时,开高压阀(阀杆顺时针旋转)。
⑪ 等低真空表“2”内指针右移动至0.1Pa时,开规管灯丝开关。
a. 发射、零点测量钮“9”旋转至指向发射位置。
b. 左下旋钮“1”旋转至指向1区段测量位置。
⑫ 旋转发射调节钮“4”,使高压真空表“5”内指针指向5。
⑬ 发射、零点、测量旋钮“9”旋转至指向零点位置。
⑭ 旋转零点调节钮“10”,让高压真空表“5”内指针指向0位置。
⑮ 发射、零点、测量旋钮“9”旋转至指向测量位置。
⑯ 旋转标准调节钮“3”,让高压真空表“5”内指针指向10。
⑰ 旋转“倍加器”开关钮“8”至指向10-12,当高压真空表“5”内指针逆时针左移超过1时,再把“倍加器”开关旋钮“8”旋转至指向10-3。
⑱ 当高压真空表“5”内指针逆时针移动超过6.7Pa时,开工件旋转钮开关,钟罩内被镀件PVDF膜转动。
⑲ 开蒸发钮开关。把电流分插塞插入蒸发电极分配孔内(设有1、 2、 3、 4孔,可插入任意一孔)。
⑳ 右手旋转右侧调压器手轮,慢慢旋转升压。
a. 从视镜窗口观察钨螺旋加热子的加热温度颜色变化情况。
b. 当钨螺旋加热子颜色变成黄橙色,铝丝开始熔化时,左手操作挡板钮,移开钨螺旋上方挡板。
c. 铝丝全部熔化蒸发,挡板回原位。
d. 右手旋转调压器手轮回零位。第一次蒸镀工作完成。
21. 如果再想蒸镀一次(为了增加电极金属层厚度):把电流分插塞拨出插入另一个电极分配孔。重复⑳操作动作。
22. 关闭规管灯丝开关。关闭高压阀(逆时针转手柄)。关闭工件旋转。关闭蒸发。旋转机械泵钮至指向扩散泵位置。
23. 低压阀拉出。钟罩充气。充气一段时间,当没有气.声时,升钟罩。
24. 钨螺旋加热子内加铝丝。PVDF薄膜调换另一面向下 (原下面已镀一层铝膜面向上)。紧固在转动圆盘上。
25. 落钟罩。开机械泵。
a. 左下旋钮“1”旋转至指向2区段测量位置。
b. 当低压真空表“2”内指针顺时针移动到6.7Pa时,低压阀推入。
c. 左下旋钮“1”旋转至指向1区段测量位置。
d. 当低压真空表“2”内指针顺时针移动到6.7Pa时,开高压阀。旋钮“1”旋转至指向2区段测量位置。
e. 当低压真空表“2”内指针顺时针移动到指向0.1Pa时,开规管灯丝。
f. 由⑰开始重复操作至⑳ 。
26. PVDF薄膜蒸镀完铝层后,按顺序关闭规管灯丝、高压阀、机械泵、扩散泵。把低压阀拉出。钟罩充气,充气完毕后升钟罩。取出工件,做好钟罩内清理工作。
a. 落下钟罩。
b. 开机械泵,抽3~5min,停机械泵。
c. 切断供电总开关。
d. 1h后再关闭冷却水。操作全部完成。
27. 正常生产中,如遇到突然停电时,要立即切断高真空测量,关闭规管灯丝,高压阀、低压阀拉出。来电后,先让机械泵启动工作3~5min后,再转入正常生产。



免责声明
本文仅代表作者观点,不代表本站立场,著作权归作者所有;作者投稿可能会经本站编辑修改或补充;本网站为服务于中国中小企业的公益性网站,部分文章来源于网络,百业信息网发布此文仅为传递信息,不代表百业信息网赞同其观点,不对内容真实性负责,仅供用户参考之用,不构成任何投资、使用建议。请读者自行核实真实性,以及可能存在的风险,任何后果均由读者自行承担。如广大用户朋友,发现稿件存在不实报道,欢迎读者反馈、纠正、举报问题;如有侵权,请反馈联系删除。(反馈入口)
本文链接:https://www.byxxw.com/zixun/30240.html